-

中山市峰豪机械厂
主营:自动抛光机,自动拉丝机,自动切边卷边机,自动滚圆机,自动剪圆机,自动滚牙机 - 13532342522

中山市峰豪机械厂
主营:自动抛光机,自动拉丝机,自动切边卷边机,自动滚圆机,自动剪圆机,自动滚牙机 10
10
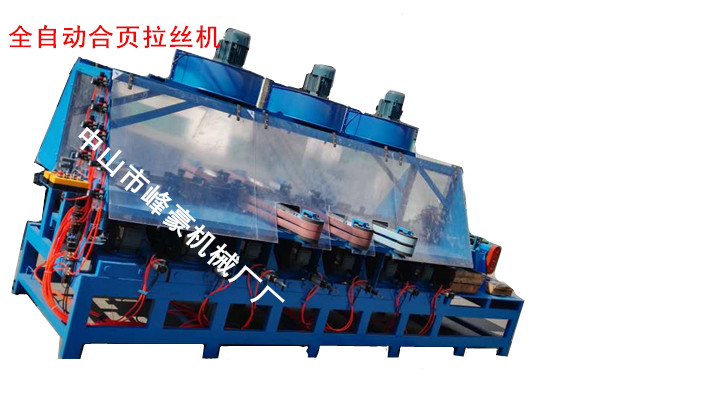
全自动合页拉丝机适用产品: 适用产品: 本机可适用规格在3mm-8mm厚度、长度在60mm以上的合页及规则片块五金材料(铜、铁、铝、不锈钢等)的抛光研磨,如产品**出此范围可另行定做。 1设备主要是针对各种合页的表面拉丝处理 成品去除毛刺 2,表面锈蚀处理 3,打磨洗净工作 4,成品表面清光 5,去除氧化薄膜 全自动合页拉丝机操作步骤: 1,开机前接入380伏电源并接好零线,查看指示灯是否亮启,若指示灯亮表示开机正常。 2,依次开启各开关按钮,检查各抛光轴的旋转方向(面对控制箱方向左顺右逆)。 3,进料:通过调节变频器,调节进料速度,进料方向始终保持一致,打开合页,中间活动销较**的部位朝机器进料滚轮避空位左侧。 4,检查气控砂带轮与产品间的空隙,千页轮和尼龙轮的气压表压力是否在正气压范围内(正常压力为一个大气压以下:0.4-0.8). 全自动合页拉丝机注意事项: 1,定期给各轴承注入润滑油,一个月4-5次。 2,进料时工件方向不可放反,否则会造成卡料,从而影响机器工作效率。 3,急停按钮不可滥用,按下“急停”按钮后,机器将立即处于停止状态(限紧急情况使用),急停后必须各控制开关及出料端的气阀开关扭到“关闭”状态,变频器调到“0”位置,否则不能开启机器。 4,①开机时,进料端电箱上的所有电控开关必须处于“关闭”状态,确定无误码后,开启出料端的所有气阀开关,并查看各工作轮是否张合正常,确认正常无误后再开启送料端电箱上的“三个送料开关”;②送料开关开启后,必须依次放入工件,待工件行走至尼龙轮时再开启“四个尼龙轮电控开关”,接着依次开启“砂带电控开关”;③电控开关的开启顺序是:“砂带电控开关3(左右同步)→砂带电控开关2(左右同步)→砂带电控开关1(左右同步)→千叶轮电控开关1(左右同步)→千叶轮电控开关2(左右同步);④在开启各电控开关的同时,必须同步连续放入工件,以免造成工件不能正常走料槽中行走,从而致使工件过度磨研损坏!”。 5,砂带更换时先停机,再拆掉上砂带,更换好后再拆掉下砂带进行更换,这样可起到拉紧固力作用。 工作流程: 人工放入工件至送料器→自动千叶轮处理→自动砂带处理→自动尼龙轮处理→合格成品 注:千叶轮:对合页中间活动销较**的部位进行粗抛、修磨、除锈等;砂带:对合页进行磨削(开皮砂光);尼龙轮:修整毛刺及拉丝处理。